Prozkoumejte komplexního průvodce metodami a technikami výroby nitinolových cévních stentů. Seznamte se s procesy řezání laserem, tepelného zpracování a elektrolytického leštění.


EN
Prozkoumejte komplexního průvodce metodami a technikami výroby nitinolových cévních stentů. Seznamte se s procesy řezání laserem, tepelného zpracování a elektrolytického leštění.


V současné době jsou cévní onemocnění obvykle léčena endovaskulární intervencí nebo chirurgicky, ale endovaskulární intervence se stala hlavním prostředkem léčby této nemoci kvůli omezenému typu cév, které lze chirurgicky léčit, a také kvůli nevýhodám vysokého traumatu a vážných komplikací.
Endovaskulární intervence mohou být rozšířeny pomocí stentů nebo balónků. Implantované stenty lze podle svých principů rozdělit na stenty expanzivní pomocí balónku a samorozpínací stenty, a struktura stentu expanzivního pomocí balónku je znázorněna na obrázku 1.
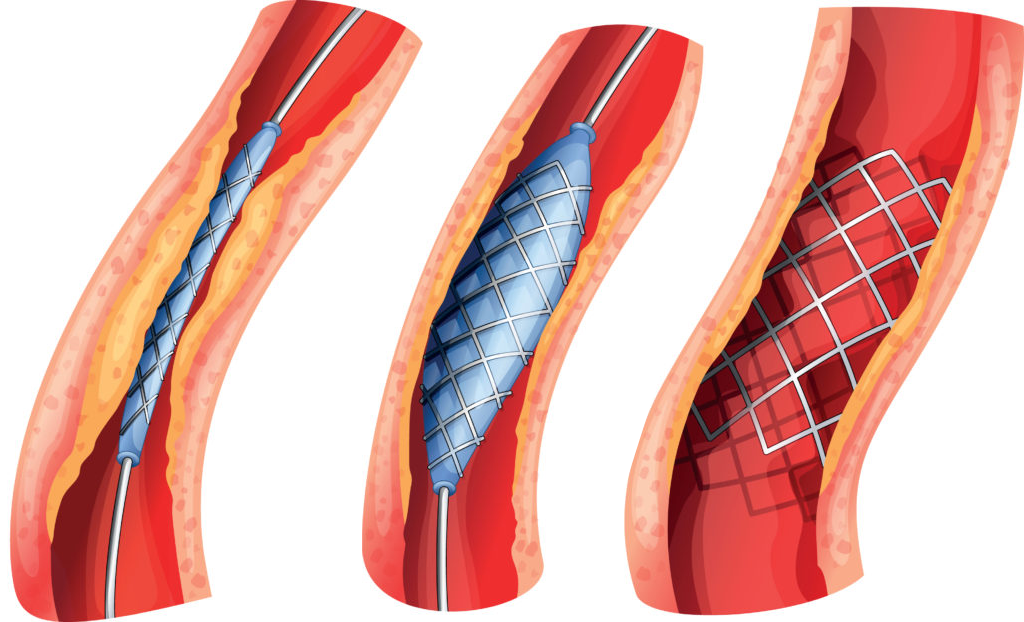
Obr. 1 Stent expanzivní pomocí balónku
Stent expanzivní pomocí balónku je perkutánní píchnutí, při kterém je stent předinstalovaný na katetru s balónkem přepraven po vodicím drátu spolu s balónkem na místo cévní léze a poté je balónek tlakován, aby se stent rozšířil a podpořil nemocnou cévu. Když se stent rozšíří na velikost průměru cévy, balónek se uvolní a katetr se vytáhne, nechávajíc stent na místě, aby udržel cévu otevřenou.
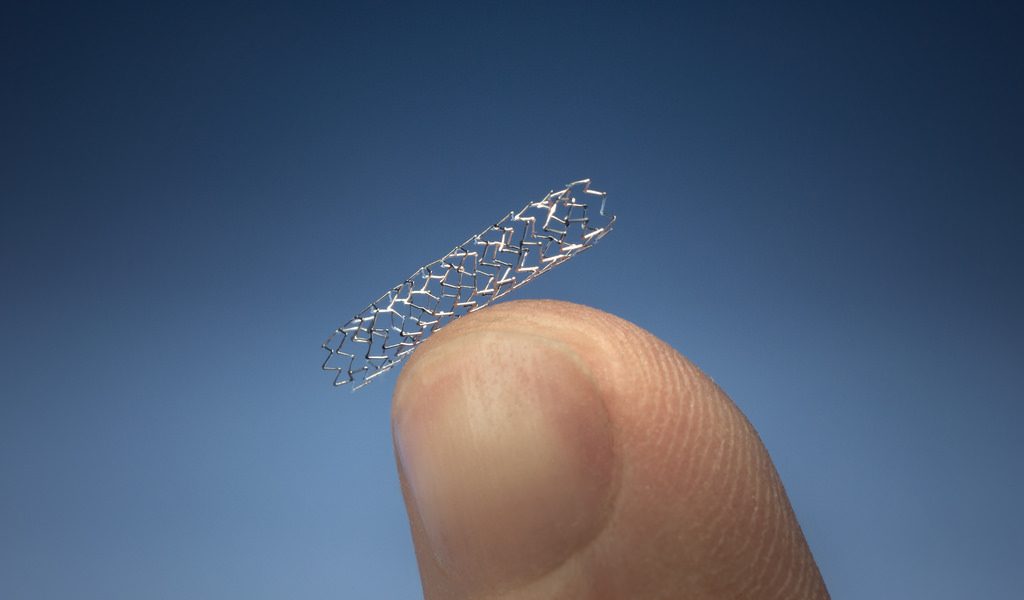
Ve srovnání se stenty expanzivními pomocí balónku stenty samorozpínací nepotřebují k rozšíření vnější sílu aplikovanou pomocí expanze balónkem na místě cévní léze, jak je znázorněno na obrázku 2. Stent je nejprve navinut na malý průměr při nízké teplotě a poté přepraven na místo léze. Když okolní teplota stoupne z pokojové teploty na tělesnou teplotu 37°C, stent se rozšíří spoléháním se na vlastní teplotní citlivost materiálu k podpoře nemocné cévy.
Obr. 2 Samorozpínací stent
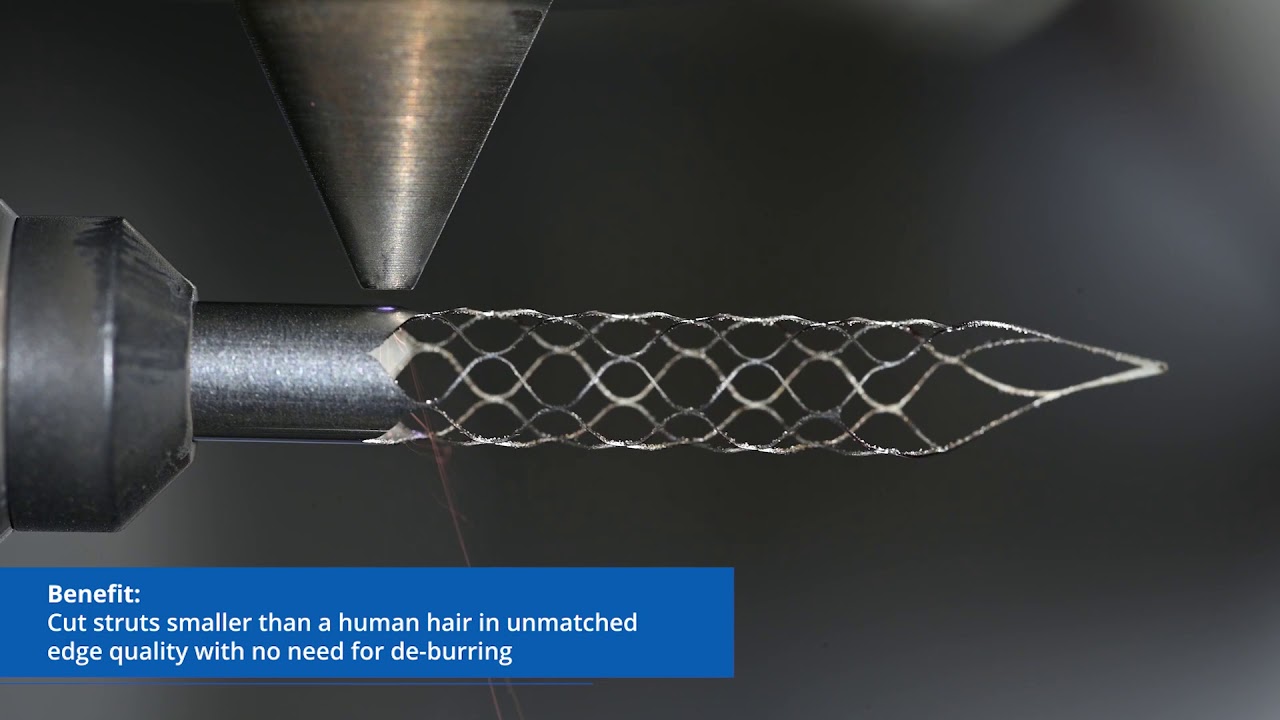
Běžně používané metody tvarování stentů zahrnují laserové řezání a pletení atd. Různé metody tvarování mohou mít různé účinky na geometrii a výkon stentu. Laserová řezací technologie je široce používána při výrobě cévních stentů díky svým výhodám nepřímého kontaktu, rychlosti výroby, vysoké přesnosti tvarování a nízkých nákladů, a je v současné době nejběžnější metodou tvarování stentů (Obr. 3).
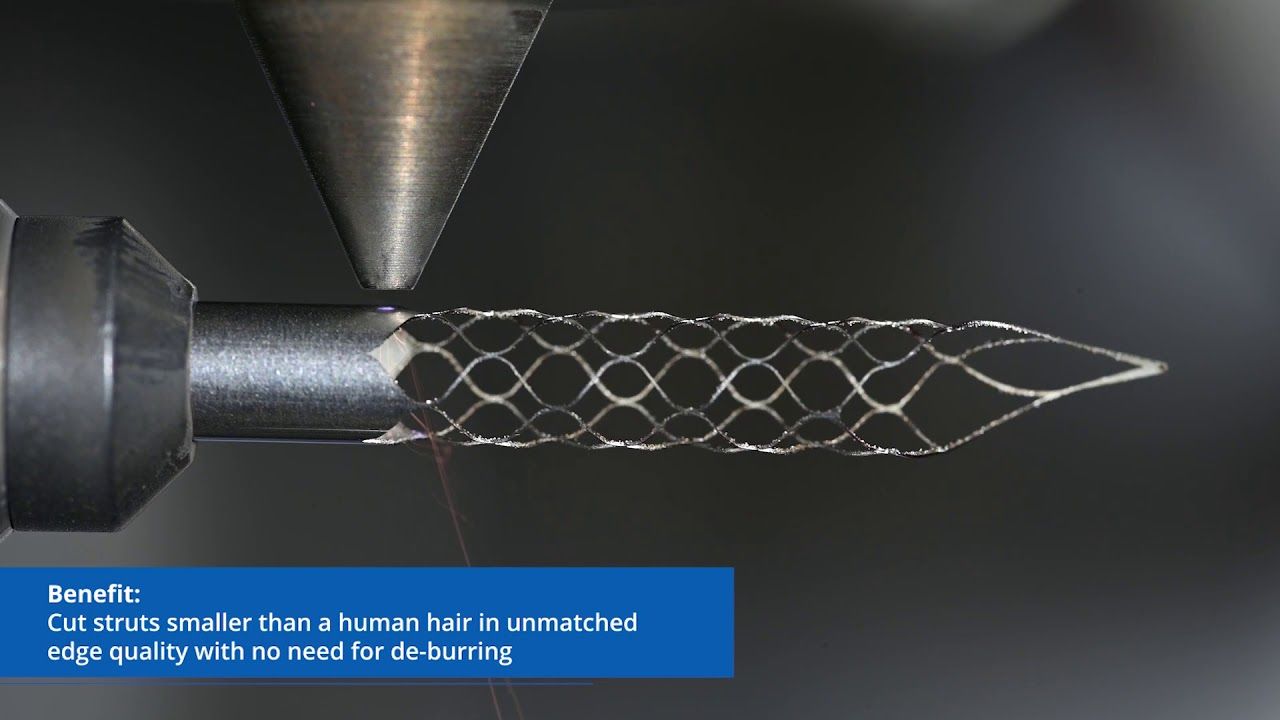
Obr. 3 Proces laserového řezání stentů
Laserové řezání se dosahuje zaměřením vysokoenergetického laserového paprsku a jeho ozářením povrchu obrobku, což způsobuje rychlé roztavení a odpaření materiálu v ozářené oblasti, zatímco taveninu odvádí rychlý proud plynu spoluosý s laserovým paprskem.
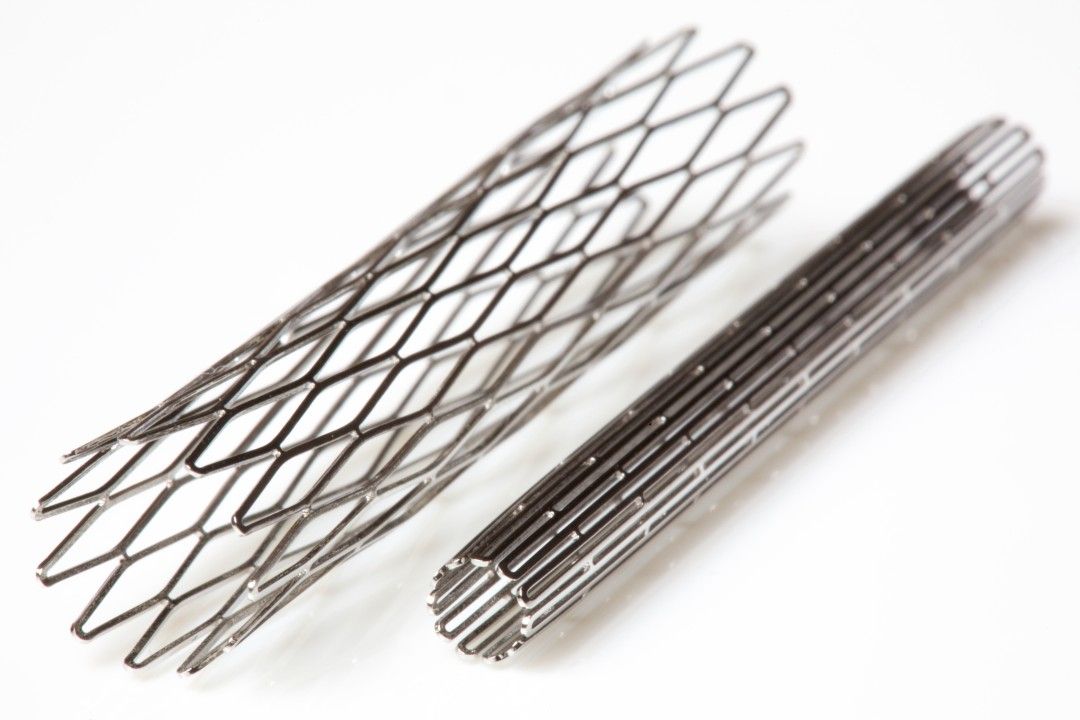
Pletení je nízkonákladová, kontinuální výrobní metoda bez ztráty materiálu během procesu. Dva nebo více drátů jsou pleteny kolem kovového mandrilu, aby vytvořily trojrozměrnou strukturu (Obr. 4). Kovové dráty se kříží, ale neuzamykají.
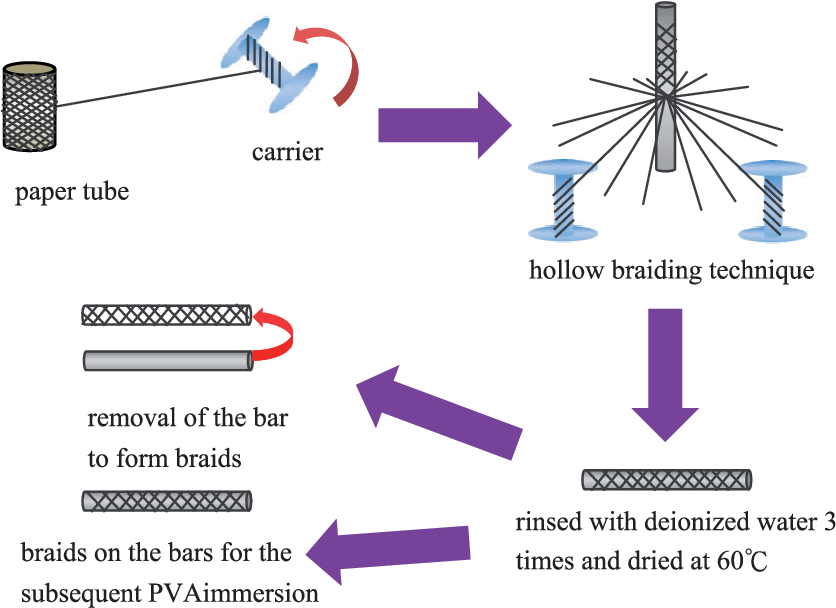
Obr. 4 Pletené cévní stenty
S pamětí tvaru, superelasticitou a dobrou biokompatibilitou se slitina Ni-Ti postupně stala jedním z hlavních surovin pro cévní stenty (její vlastnosti jsou uvedeny na obrázku 5).
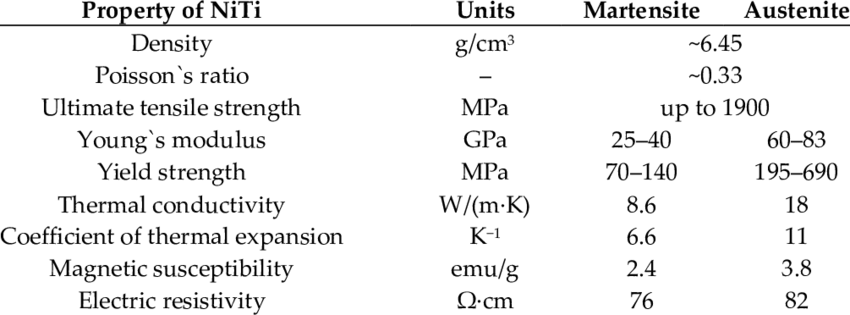
Obr. 5 Vlastnosti slitiny niklu-titanu
Průběh zpracování stentů z Ni-Ti slitiny je zobrazen na obrázku 6 níže:
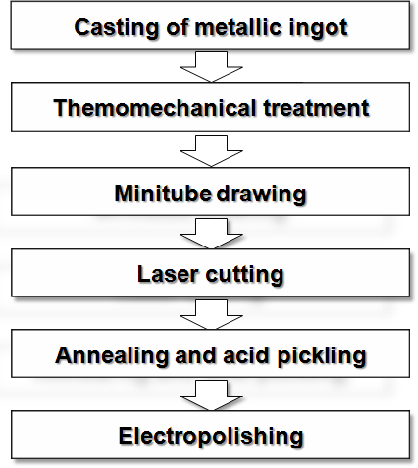
Obr. 6 Proces obrábění stentu z nikl-titanové slitiny
Schéma laserové řezací stroje pro řezání stentů je zobrazeno na obrázku 7. Během procesu řezání nejprve laserový generátor generuje laserový paprsek a směr laserového paprsku je změněn reflexorem. Když je paprsek přenášen na blízký trysk, bod se sblíží. Tryska laseru v řezací roli více, na jedné straně hraje roli v ochraně ohniskového zrcadla před poškozením řeznými zbytky, na druhé straně kontroluje velikost a proudění řezného plynu, což usnadňuje tvorbu ideálního bodu laseru.
Laserový paprsek dopadá na povrch trubky při okamžité teplotě několika tisíc stupňů Celsia, což způsobuje okamžité roztavení v blízké oblasti bodu. Během řezacího procesu obstarává plynový obvod řezacího stroje pomocný vzácný plyn, který odvane Nitinolové kapky, které dosáhly teploty tání, a tím odstraní materiál, a kromě toho pomocný plyn snižuje povrchovou teplotu během řezacího procesu.
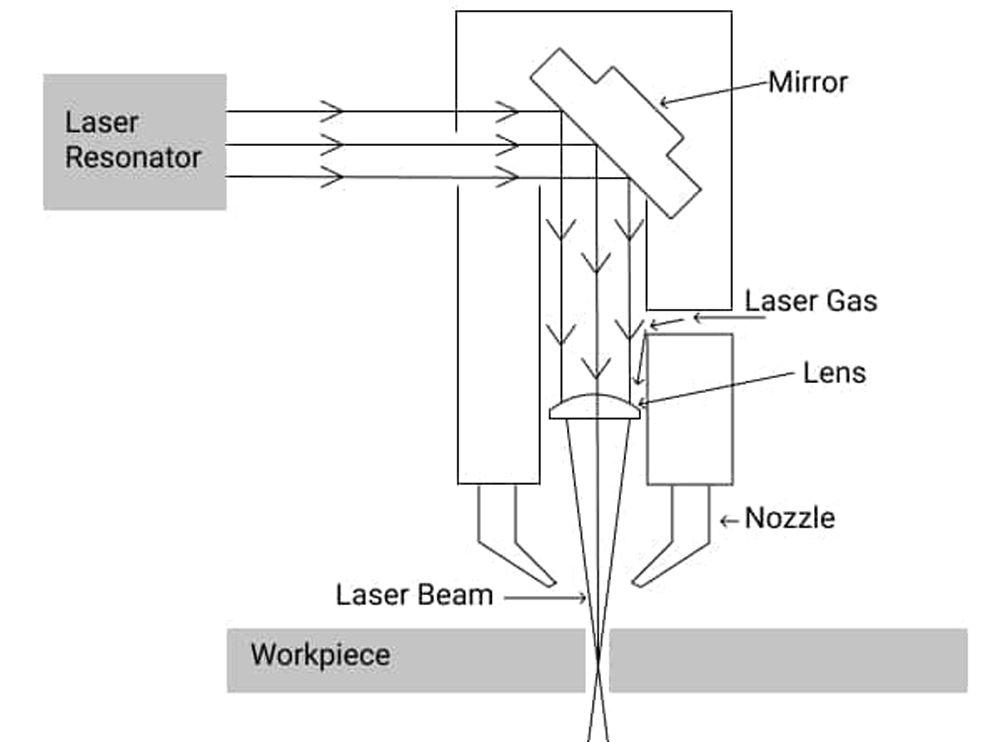
Obr. 7 Princip pracovního diagramu řezacího stroje a mechanismu řezací oblasti
Podstata laserového řezání kardiovaskulárních stentů ze slitiny niklu a titanu spočívá v tom, že když trubice absorbuje energii světelného bodu, část trubice, která je vystavena působení světelného bodu, dosáhne vlastního bodu vypařování nebo bodu tání a oddělí se od trubice ve formě plazmy nebo taveniny.
Podle úrovně hustoty výkonu světelného bodu se laserové řezání kardiovaskulárních stentů ze slitiny niklu a titanu dělí zejména na:
(1) vaporizační řezání: vaporizační řezání se týká úrovně hustoty výkonu skvrny vyšší než 108 W/cm², materiál absorbuje energii, aby dosáhl vlastního bodu vypařování, materiál ve formě plazmy vystříkne z povrchu materiálu v režimu řezání.
(2) tavné řezání: tavné řezání se vztahuje k bodové úrovni hustoty výkonu vyšší než 107 W/cm², materiál dosáhne vlastního bodu tání ve formě taveniny mimo metodu řezání štěrbinou.
(3) Řezání za asistence kyslíku: Kyslíkové řezání se vztahuje na bodovou úroveň hustoty výkonu přibližně 106 W/cm², v tomto okamžiku se odstraňování materiálů spoléhá na kyslík a laserový paprsek působící na materiál, trubky ze slitiny niklu a titanu formou spalování, aby se dosáhlo účelu odstranění materiálu.
A podle podmínek typu generovaného laseru se dělí na řezání laserem CO2, řezání laserem Nd:YAG a řezání vláknovým laserem. Řezání vláknovým laserem je nový typ metody laserového řezání vyvinutý v posledních desetiletích, jehož výhodou je dobrá kvalita paprsku a dlouhá životnost v průmyslovém prostředí atd. Nicméně vzhledem k tomu, že řezání vláknovým pulzním laserem je v podstatě "tepelné" zpracování, takže bodový přenos energie v procesu je jedním z klíčových faktorů ovlivňujících kvalitu řezání stentu. Jedním z klíčových faktorů ovlivňujících kvalitu řezání stentu, jako je obrázek 8 schématu řezání vláknovým pulzním laserem.
Obr. 8 Schéma řezání vláknovým pulzním laserem
V posledních letech byla zavedena technologie ultrakrátkých femtosekundových (fs) laserů, která generuje laserové pulsy, které na součásti nezanechávají tepelné účinky, což znamená, že femtosekundový laser je studený obráběcí proces.
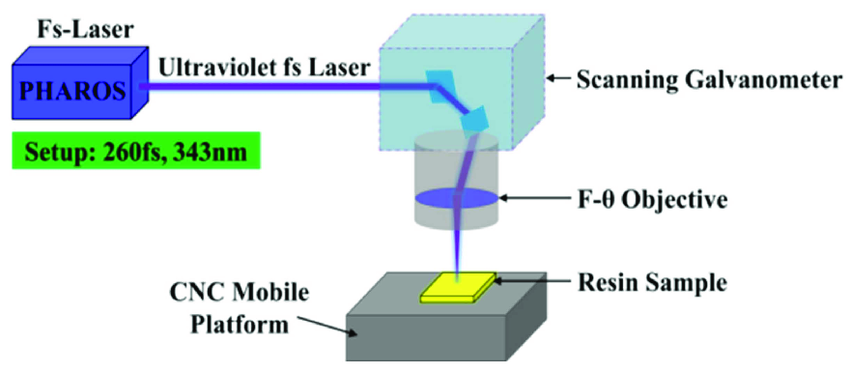
Femtosekundový laser je ultrakrátký impulsový laser, s nímž jsou zpracovávány držáky z nitinolu. Díky extrémně krátké šířce impulzu femtosekundového laseru, která je pouhých 10-15 sekund, laser interaguje s materiálem velmi krátkou dobu a vyhýbá se tepelné difuzi, čímž eliminuje vliv tání, tepelného zónování, vlnového působení a mnoha dalších účinků na okolní materiál, stejně jako tepelné poškození. Tyto výhody zlepšují přesnost laserového řezání. Schéma femtosekundového laserového zpracování je znázorněno na obrázku 9.
Obr. 9 Schéma femtosekundového systému pro zpracování laserem
Po laserovém řezání je stent stále ve stavu polotovaru, vnitřní povrch a bok střihu po řezání jsou často doprovázeny strusky, tepelně ovlivněnou zónou a zrekristalizovanou vrstvou, a střihová šev je více nerovnoměrný a drsnější. Obvykle musí polotovary projít řadou procesů, jako jsou tepelné zpracování, pískování, leptání, popouštění a elektrochemické leštění, než budou moci být použity jako hotové výrobky.
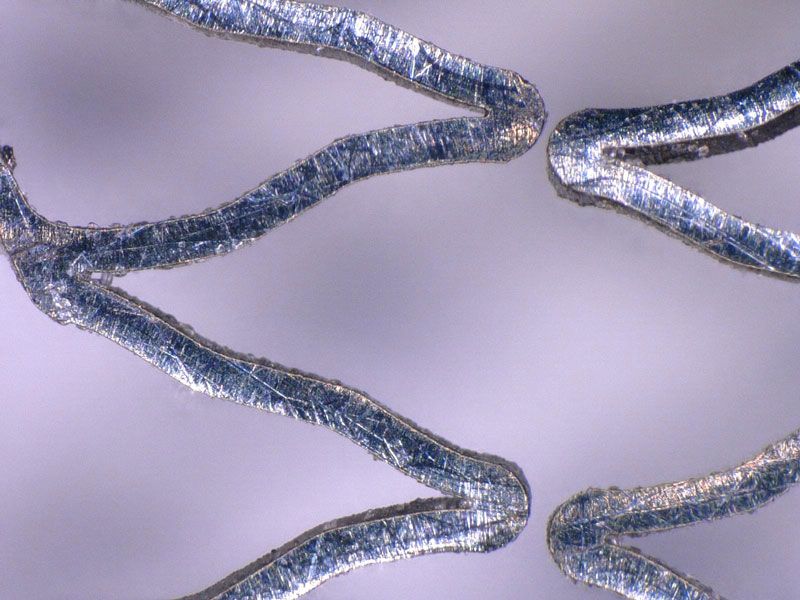
Protože laserové zpracování je tepelné zpracování, způsobí tepelné poškození povrchu stentu a vytvoří větší množství strusky a oxidované kůže (viz obrázek 10), přičemž průměrná tloušťka tepelně ovlivněné zóny a zrekristalizované vrstvy je asi 8 μm.
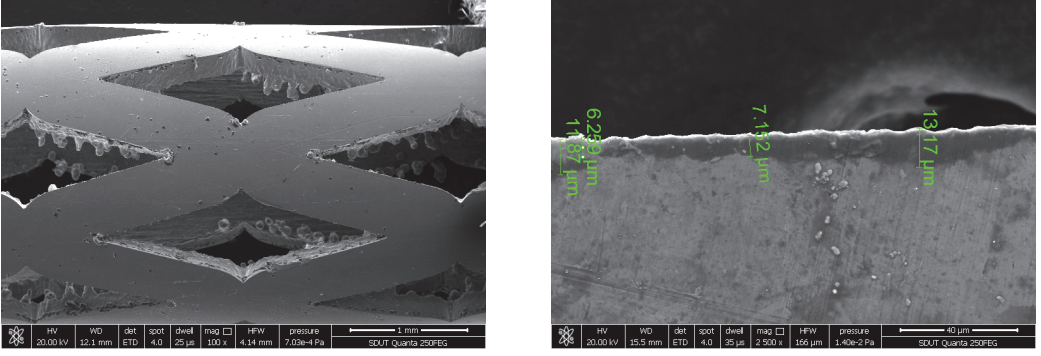
Obr. 10 Mikroskopická morfologie cévního stentu po laserovém zpracování
Trend změny tahové pevnosti nitinolových slitinových stentů získaných při různých podmínkách tepelného zpracování je znázorněn na obrázku 11a. Z grafu je patrné, že mechanické vlastnosti nitinolových slitinových stentů získaných při tepelném zpracování při 400°C a 450°C vykazují významné fluktuace s narůstajícím časem tepelného zpracování. Naopak tahová pevnost nitinolových slitinových stentů získaných při teplotách tepelného zpracování 500°C a 550°C vykazuje relativně stabilní trend v průběhu času. Navíc s narůstajícím časem tepelného zpracování tahová pevnost nitinolových stentů postupně klesá.
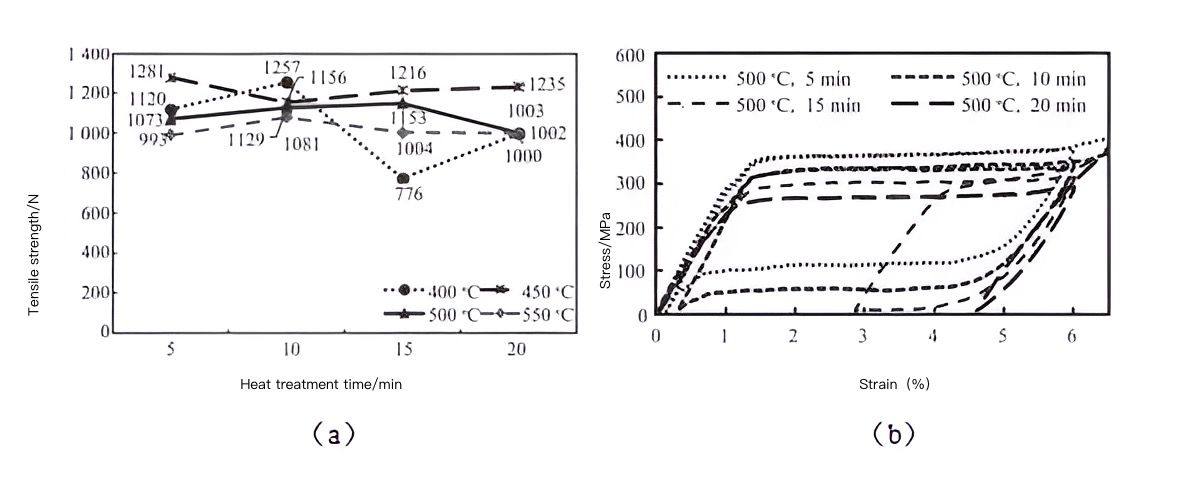
Obr. 11 Tahová pevnost nikl-titanových drátů s různými tepelnými postupy zpracování
Analýzou napěťově-deformačních křivek nitinolové slitinové stěny při různých podmínkách tepelného zpracování při 500°C a 550°C (jak je znázorněno na obrázcích 11b a 12) lze získat různé parametry, jako jsou horní a dolní úrovně napětí, reziduální deformace, elastická uskladněná energie a účinnost elastické uskladněné energie. Ze snímků 11 a 12 je patrné, že vzorky s dobou tepelného zpracování 5 minut a 10 minut vykazují zřejmé horní a dolní úrovně napětí s minimální reziduální deformací, což naznačuje martenzitickou fázovou transformaci a zpětnou transformaci, a tím demonstruje stabilní nelineární superelasticitu. Nicméně mezi 10 minutami a 20 minutami dochází k náhlému nárůstu reziduální deformace s prodloužením doby nastavení tepla. To naznačuje, že vyšší teploty tepelného zpracování a delší doby zpracování mohou do jisté míry ovlivnit mechanické vlastnosti nitinolových slitinových stentů.
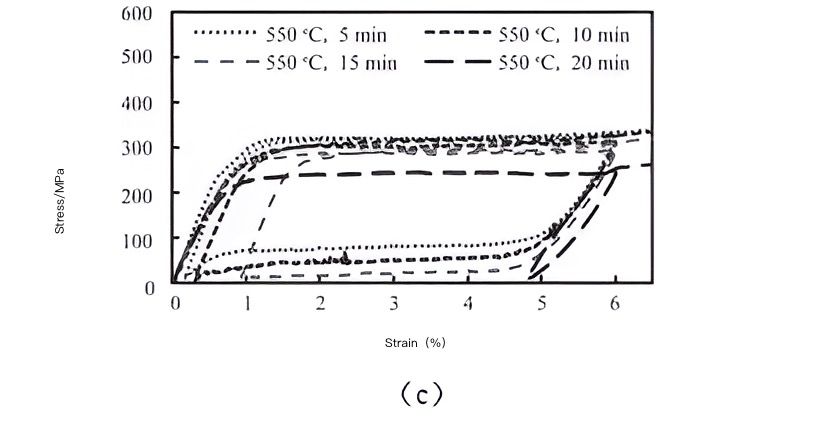
Obr. 12 Napěťově-deformační křivka při 550°C
Pískování je účinná metoda odstranění nečistot, oxidů, rezu, odstředivých drsností a dalších povrchových vad z povrchů stentů, aby byly hladké a bez vad pro následné nátěry nebo aplikace ošetření. Po pískování s oxidem hlinitým jsou několik výhod následného pískování skleněnými kuličkami: umožňuje dosažení poloměrů na vnějších a vnitřních rozích průměru při minimálním dalším odstranění materiálu. Velikost poloměrů lze účinně ovládat v závislosti na velikosti a rychlosti skleněných kuliček. To umožňuje přesnou kontrolu nad oblastmi stentu s dalšími poloměry.
Obr. 13 Nepískovaný povrch stentu
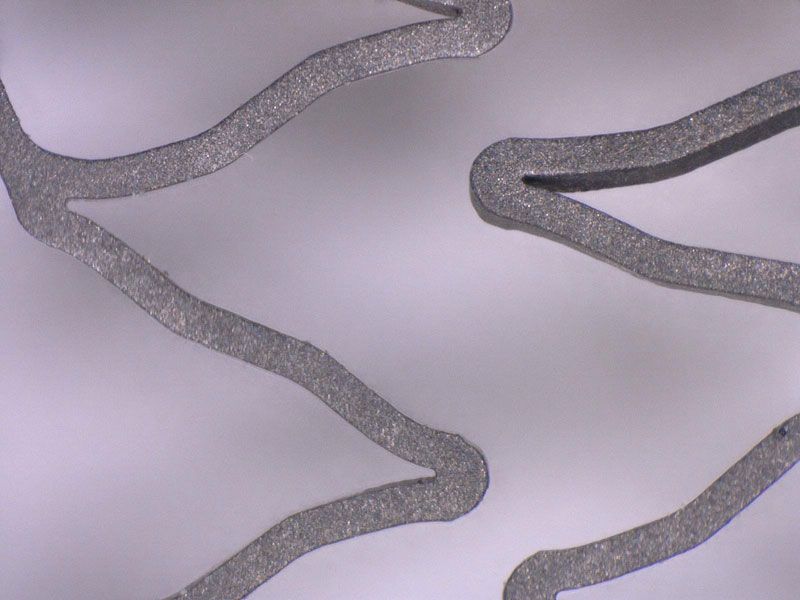
Obr. 14 Pískované povrchy stentů
Mechanické povrchové zpracování přispívá k prodloužení únavové životnosti držáků. Skleněné abrazívní kuličky se obvykle používají při očištění střílených aplikací, které vyžadují přísné tolerance. Pískání povrchu stentů skleněnými kuličkami neodstraňuje žádný materiál nebo odstraňuje zanedbatelné množství. Velikost skleněných kuliček je klíčová, přičemž větší kuličky mají kulatější hrany. Obvykle jsou k dispozici tři velikosti skleněných kuliček: 35, 50 a 100. Testování vzorků s každou velikostí skleněných kuliček poskytuje odpovídající výsledky.
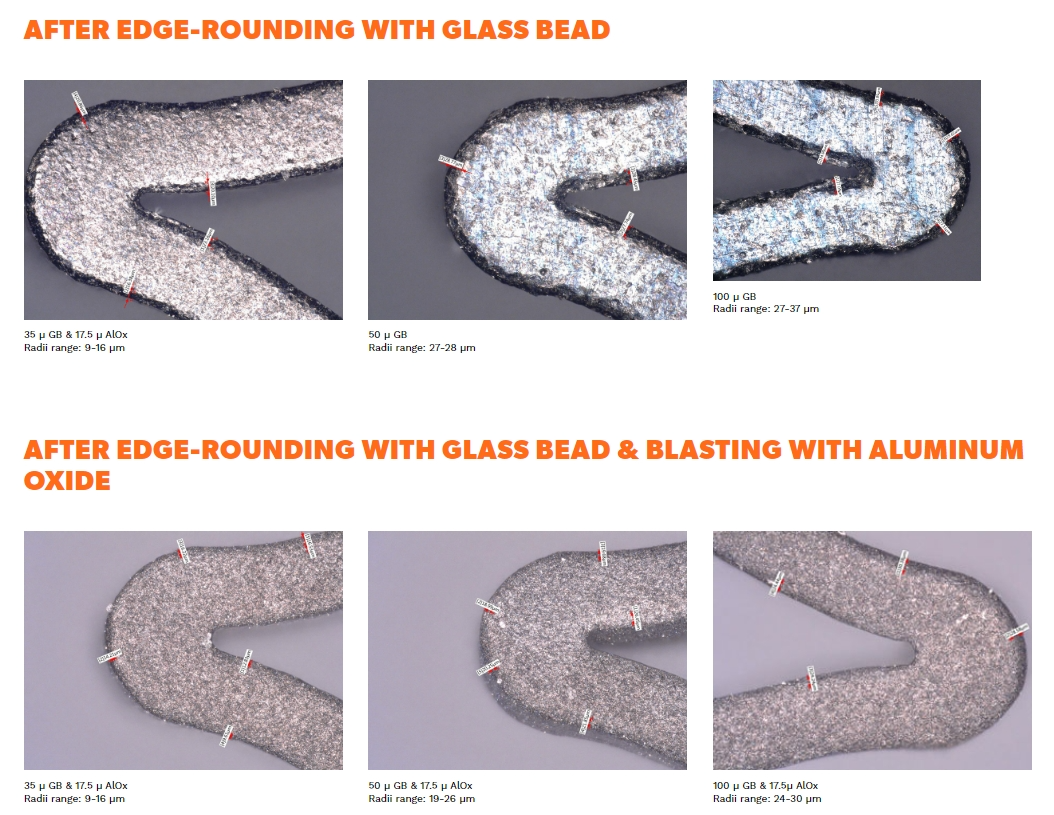
Obr. 15 Skleněné pískování
Během výroby a zpracování nitinolových cévních stentů je vyžadováno laserové gravírování trubky, což způsobí na jejím povrchu vznik černé oxidační vrstvy a roztavených nečistot, což ovlivní hladkost povrchu stentu. Tyto roztavené strusky a oxidační vrstva mohou stimulovat intimalní hyperplázii po implantaci cévního stentu do lidského těla, což zvyšuje riziko restenózy, proto je nezbytné použít kyselé leptání k odstranění oxidační vrstvy a nečistot z povrchu stentu po jeho vyformování.
Nicméně proces odstraňování oxidované kůže z cévních stentů z Ni-Ti slitiny leptáním způsobí "vodíkovou křehkost" materiálu a čím déle trvá kyselé leptání, tím větší je škoda pro materiál, proto je nezbytné rozumně řídit dobu leptání, jak je patrné z Obr. 16, čím déle trvá leptání, tím déle se skutečný průměr zmenšuje, klesá lomová tahová síla, pevnost se mírně snižuje a počet únavových cyklů ohybu klesá. Proto příliš dlouhá doba leptání způsobí zhoršení plastickosti a pevnosti materiálu, když doba leptání přesáhne 2 hodiny, je to příliš dlouhé leptání.
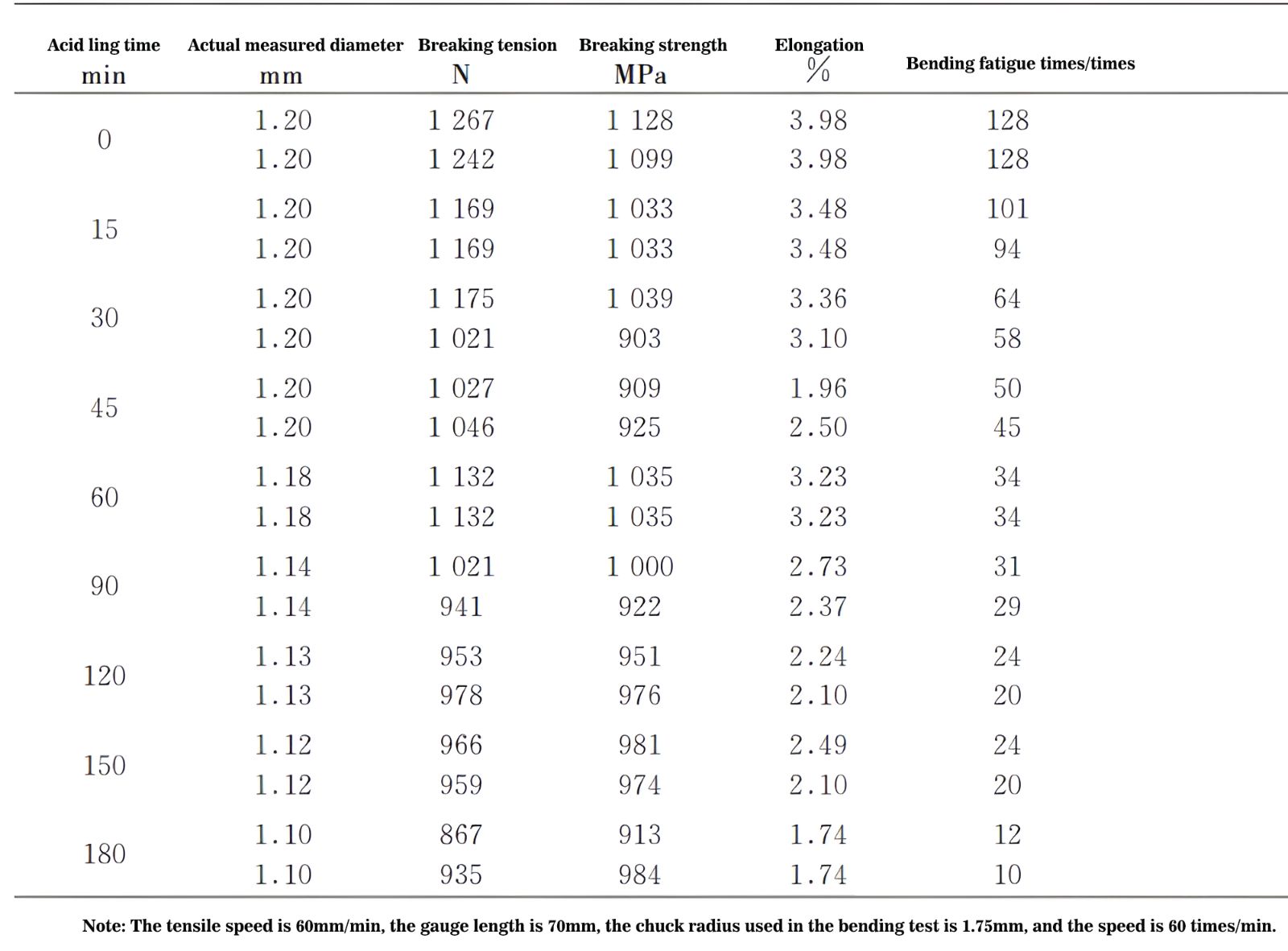
Obr. 16 Hodnoty mechanických vlastností Ni-Ti slitin s různými dobami leptání
Nitinolový stent po laserovém řezání má vysokou drsnost, což vede k většímu odporu proti průtoku krve po implantaci do lidského těla, což vede ke vzniku trombu. Proto se povrchové ošetření Ni-Ti stentů k zlepšení jejich povrchových vlastností stává klíčovým při přípravě lékařských slitinových stentů.
Povrchové ošetření slitiny Ni-Ti je obvykle prováděno v průmyslu kombinací mechanického leštění a chemického leštění, ale efektivita mechanického leštění a chemického leštění je nízká, proces je složitý a je zvláště snadné poškodit speciální strukturu materiálů podobných stentů, proto se elektrolytická metoda leštění obvykle používá jako hlavní prostředek ošetření při povrchovém ošetření slitiny Ni-Ti stentů.
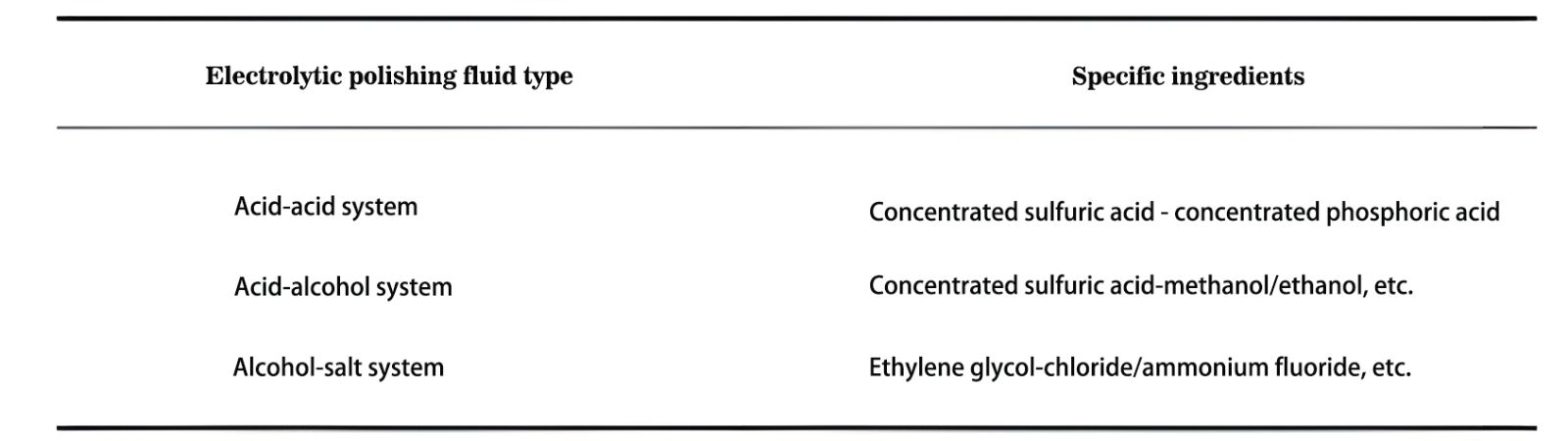
Obr. 17 Základní typy elektrolytického leštění a jejich složení
Kyselý - kyselý systém, koncentrovaná kyselina fosforečná snadno vytvoří vrstvu viskózního filmu na povrchu vzorku, což může zlepšit účinek elektrolytického leštění, zatímco koncentrovaná kyselina sírová má silnou korozivitu, proces leštění efektivně odstraní nečistoty na povrchu vzorku a oxidovaný film a zlepší elektrickou vodivost. Tento dvojitý kyselý systém je v Číně nejčastěji používaný.
Babilas a další zahraniční země navrhly použití stejného dvojitého kyselého systému při leštění vzorků a dosáhly poměrně rovnoměrného, odolného povrchu. Výhodou je silná koroze kyseliny, která rychle zlepšuje povrchový stav slitiny a zvyšuje efektivitu leštění.
Nicméně je to také proto, že koncentrovaná kyselina sírová a koncentrovaná kyselina fosforečná mají silné korozivní vlastnosti, takže při elektrolytickém leštění slitin je povrchový stav slitiny velmi citlivý na vliv korozivních vlastností silné kyseliny, což vede k nestabilitě účinku leštění. Pokud není řízena doba leštění, může se snadno objevit situace přeplnění, a prvky P a S také mohou způsobit znečištění životního prostředí.
Takže Hryniewiczovo použití koncentrované kyseliny fosforečné k povrchovému ošetření vzorků pro anodickou oxidaci zjistilo, že během elektrolytického leštění bylo zkoušeno začlenit alkoholové roztoky s relativně vysokou kapacitou koroze. Vznikl tak systém kyselina-alkoholového elektrolytického leštění.
Kyselina-alkoholový systém obvykle používá nevodný elektrolyt, alkoholy jako organické rozpouštědlo smíchané s silnou kyselinou do elektrolytického leštění. Případně přidávat malé množství přísad. Výhodou tohoto elektrolytického leštění je, že silná kyselina má silné korozivní vlastnosti a viskozita alkoholu je velmi vysoká, což v procesu elektrolytického leštění efektivně podporuje inhibici koroze.
Pro titanovou slitinu, kovový materiál s nízkou vodivostí, může inhibice koroze poskytnout dostatečný čas k proniknutí do roztoku a dalšímu vytvoření viskózního filmu, který může snížit drsnost povrchu leštěného vzorku za vodivých podmínek.
Jelikož silné kyseliny jsou silně korozivní a silné kyseliny, jako jsou kyselina chlorovodíková, kyselina dusičná a další silné kyseliny, jsou také náchylné k výbuchům, což přináší velká bezpečnostní rizika pro operátora, a zároveň jsou náchylné k znečištění životního prostředí. Vzhledem k tomu někteří zahraniční vědci navrhli použití alkoholů a rozpustných solí složených z teplé elektrolytické leštění.
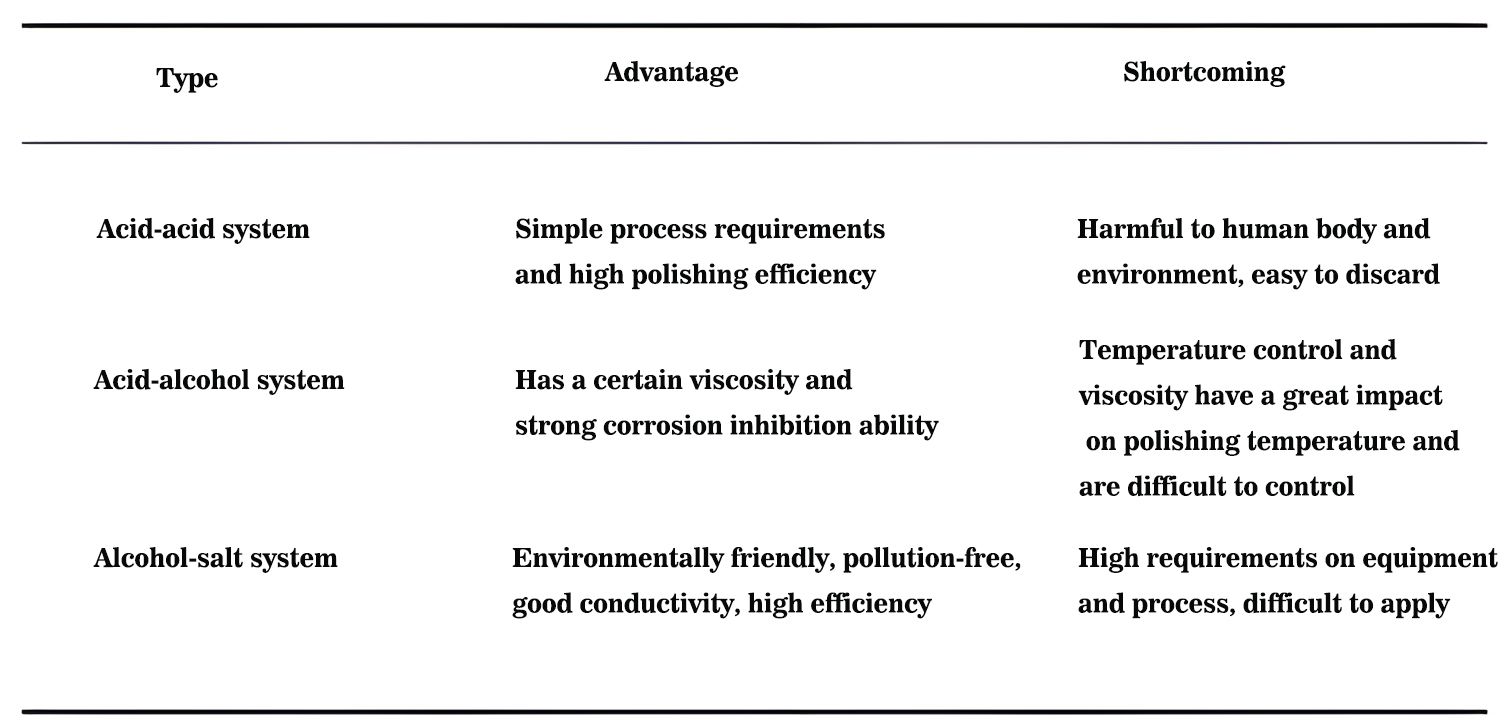
Obr. 18 Srovnání výhod a nevýhod tří systémů elektrolytického leštění
Existují 3 druhy elektrochemických leštících roztoků pro Ni-Ti slitiny: kyselý, alkalický a neutrální, z nichž kyselý lešticí roztok má nejlepší leštící účinek.
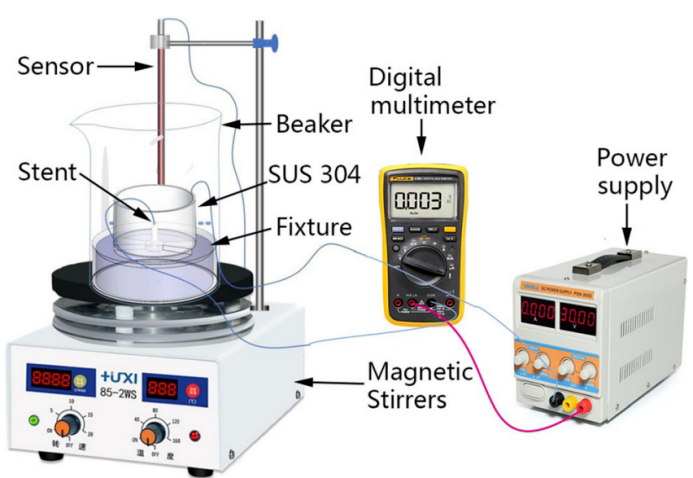
Obr. 19 Schéma principu zařízení pro elektrolytické leštění kardiovaskulárního držáku
Nejprve byla směs kyseliny fluorovodíkové, kyseliny chlorovodíkové, kyseliny dusičné a vody s poměrem objemu 5:10:35:10 ultrazvukově čištěna po dobu 30 s, poté byla pro čištění stentu po dobu 2 minut použita deionizovaná voda a aceton střídavě, a byla vysušena k využití.
Po provedené úpravě byla hrubost povrchu Ra cévního stentu asi 1,3 μm. Jako katoda pro elektrochemické leštění byla použita trubice ze 304 nerezové oceli, s vnitřním průměrem 32,6 mm, tloušťkou stěny 1 mm a délkou 16 mm.
Procesní podmínky elektrochemického leštění byly následující: teplota 15°C, hustota proudu 0,7 A/cm², rozteč pólů 15 mm, doba 20 s (methanol-perchlorová kyselina) nebo 90 s (ledová kyselina-perchlorová kyselina).

Obr. 20 Vzhled cévních stentů před (a) a po (b) leštění
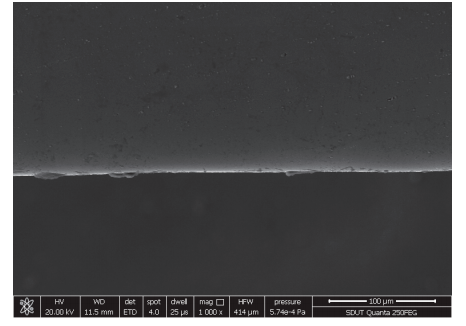
Obr. 21 Mikroskopická morfologie cévních stentů po leštění
Jak je patrné z Obr. 20 a Obr. 21, ve srovnání s cévním stentem před leštěním byla zvýšena povrchová jasnost cévního stentu a nebyly zde žádné zřejmé vady jako hrbole na povrchu, a tepelně ovlivněná zóna a recastová vrstva zmizely, což přispělo ke zlepšení výkonu cévního stentu.